If you run a cannabis brand, extraction lab, or co-packing operation, empty vape hardware is one of your largest recurring line items. Get it right and your oil quality speaks for itself — the hardware disappears into the background and the consumer experiences exactly what you formulated. Get it wrong and you’re fielding complaints about burnt hits, clogged airflow, or leaking units that made it through QC. The frustrating part: these failures usually have nothing to do with your oil.
This guide walks through every major decision in the hardware procurement process: chamber materials, heating technology, the economics of US-stocked vs overseas inventory, certification documentation you should request, and a sample-first testing framework that catches compatibility problems before they hit batch scale.
Glass vs Plastic: What Your Oil Touches
The chamber material sits in direct contact with your formulation for the entire shelf life of the product — potentially weeks or months depending on your distribution cycle. It’s the single largest surface area touching your oil. This is not a cosmetic choice.
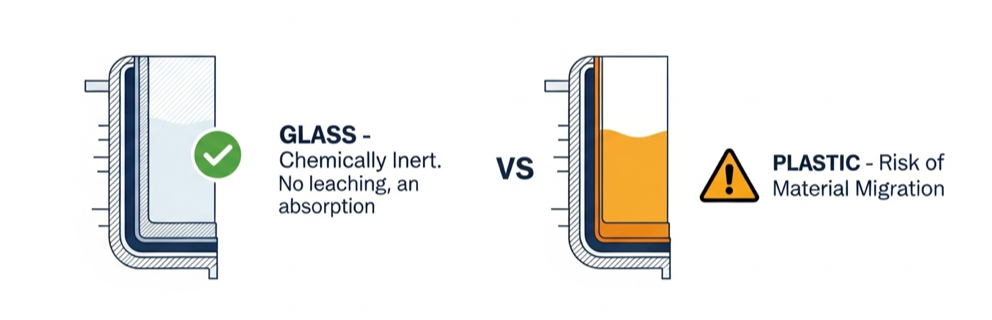
Borosilicate glass is chemically inert. It does not react with acidic terpenes, does not leach heavy metals into the oil, and does not absorb or adsorb flavor compounds. Type I borosilicate glass — the pharmaceutical-grade material used for injectable drug packaging — scores “Excellent” on both chemical inertness and moisture barrier properties. The Blinc Group (2024) notes that fused borosilicate quartz withstands temperatures up to 1,100°C without leaching and explicitly warns that polycarbonate plastics can leach bisphenol-A (BPA) at elevated temperatures1.
The practical benefit for a filler: what goes into a glass chamber is what comes out. No off-notes. No flavor drift over shelf life. No terpenes absorbed into the chamber wall. For operators filling live resin or rosin — where the terpene profile is the product — this matters at the level of consumer perception.
Plastic chambers (typically PCTG or PETG) have improved but carry documented risks. Modern food-grade copolyesters like Eastman PCTG are significantly better than the polycarbonate plastics used in early-generation hardware. They’re generally stable under normal temperature and pH conditions.
But the problem isn’t normal conditions. It’s edge cases that accumulate across a production batch: a unit left in a hot car during distribution, a formulation with unusually high terpene content (10–15% in some live resin sauces), a product that sits on a dispensary shelf for three months before sale. In these scenarios, plasticizers and processing antioxidants can migrate from the chamber wall into the oil1. The concentrations are typically trace, but for a premium product where flavor purity is the value proposition, “trace” isn’t zero.
There’s also the absorption problem. PCTG, like most plastics, can absorb terpenes over time — permanently altering the flavor balance the extractor worked to create5. The oil doesn’t taste bad; it just doesn’t taste like what went in. For a brand built on strain-specific profiles, that’s a quality control problem you can’t fix at the filling station.
One manufacturer offering glass-chamber hardware direct to fillers is GreenDeagle, whose Briar Glass AIO pairs a borosilicate glass chamber with a glass mouthpiece. The entire draw path — chamber to mouthpiece — is glass, no plastic contact, no metal exposure in the vapor path. It’s representative of the glass-forward approach that premium live resin and rosin fillers increasingly require from their hardware suppliers.
Ceramic Heating vs Cotton Wick
When a consumer says “this cart tastes burnt,” they’re almost never complaining about the oil. They’re tasting a heating element that failed to vaporize evenly.
Ceramic heating distributes heat uniformly across a porous body. An embedded metal coil warms the entire ceramic mass, creating a consistent temperature zone — typically 350–450°F for oil vaporization. The ceramic’s engineered pore structure (15–20 microns) is optimized for oil flow: wide enough to wick high-viscosity formulations, narrow enough to prevent flooding2.
Industry data from hardware manufacturers suggests that fillers switching from cotton to ceramic consistently see 30–50% reduction in waste — oil that would have been trapped in wick fibers or burned on hot spots instead makes it to the end user2. For an operator filling 1,000 units per month with oil costing $3–8 per gram, that waste reduction alone can justify the hardware premium within a single production cycle.
Cotton wicks rely on capillary action to pull oil toward a heated wire. The wire itself is the heat source, and only the oil immediately adjacent to the wire vaporizes. As oil viscosity increases — common with live resin and rosin — the capillary flow slows, creating dry spots near the wire that burn before fresh oil can reach them. The result is a familiar failure pattern: first few hits taste clean, later hits taste progressively burnt as the wick degrades.
There’s also a batch-consistency problem with cotton. Natural cotton fiber density varies from wick to wick. Two units from the same production run can have measurably different wicking rates. In ceramic, the pore structure is manufactured to specification — the variation is engineered out.
For operators running multiple formulations, ceramic means one fewer variable to dial in per SKU. Distillate with 2% terpenes behaves differently from live resin with 12% terpenes. Cotton wicking behavior changes with each oil profile; ceramic doesn’t.
US-Stocked Inventory vs Overseas Lead Times

If you’ve ever ordered hardware from an overseas supplier, you know the timeline: 4–6 weeks manufacturing lead time, 2–4 weeks ocean freight, 3–7 days customs clearance, plus however long your freight forwarder takes to get it to your facility. Best case: six weeks. Realistic case: two to three months.
This timeline creates three problems that compound each other:
Cash flow. You’re paying for hardware 60–90 days before you can fill it, brand it, sell it, and collect revenue. For a small-batch operator running on production-cycle cash flow, that’s a working capital strain that limits how many SKUs you can run simultaneously.
Demand forecasting. Ordering hardware three months before you need it means you’re guessing at demand. Under-order and you’re out of stock when a dispensary reorders. Over-order and you’re sitting on inventory that ties up cash and warehouse space.
Quality recourse. If a batch of overseas hardware arrives with a defect — inconsistent coil resistance, mouthpiece threading that’s slightly off-spec, glass chambers with microscopic stress fractures — you have two options: reject the batch and wait another 6–8 weeks for replacements, or fill it anyway and eat the return rate. Neither is good.
US-stocked inventory changes this equation. Sample-to-fill cycles measured in days, not months. Reorders that arrive before you run out. A supplier you can call — not email and wait 24 hours for a timezone-shifted response.
This is one of the most overlooked differentiators when comparing hardware suppliers. The per-unit price looks lower from overseas until you factor in freight, customs brokerage, carrying cost of capital, and the cost of stockouts. GreenDeagle’s procurement page details their US-stocked inventory model specifically for operators who need hardware on a production timeline, not a shipping container timeline.
The Sample-First Testing Framework
The most expensive and most common procurement mistake: ordering bulk hardware before testing with your actual formulation. Not a similar formulation. Not “basically the same oil.” Yours. In your filling environment. At your production speed.
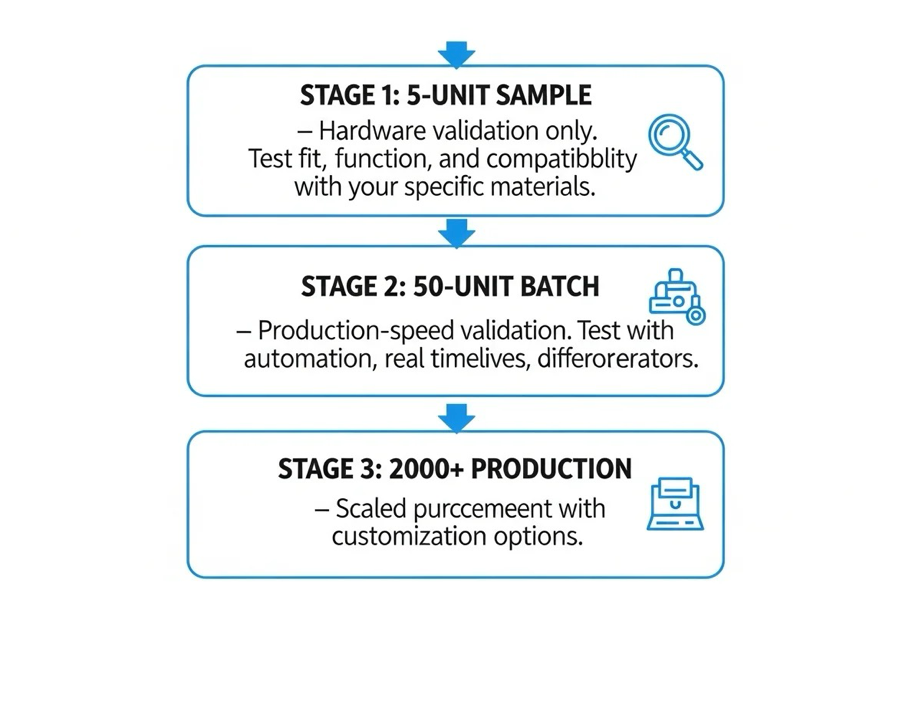
Here’s the testing framework that catches compatibility problems before they scale:
Stage 1: 5-pack sample — hardware validation only. Fill each unit with your actual formulation using your actual fill equipment. Test:
- Draw resistance consistency across all 5 units
- Vapor quality at each output setting (low/medium/high)
- Leak test: fill, cap, and leave inverted at room temperature for 24 hours, then at elevated temperature (simulating summer shipping conditions)
- Mouthpiece thread fit and torque feel
- Full-cycle test: run each unit empty, noting any flavor change as oil level drops
This is a hardware audition, not a production run3. If 1 of 5 units shows inconsistent performance, that’s a 20% failure rate — project that to a 1,000-unit order and decide if you’re comfortable with 200 unhappy customers.
Stage 2: 50-pack reorder — production-speed validation. Once samples pass, order enough for a limited batch run at actual production speed. The failure modes at 50 units are different from the failure modes at 5: automated filling equipment introduces variables (fill speed, pressure, nozzle alignment) that hand-filling doesn’t. Different technicians on different shifts introduce process variation. Multiple units sitting filled-but-unsealed for 5–10 minutes during production — does the oil degrade? Does the fill port behave differently? Transpring (2024) documents that changing oil type or fill speed without re-testing hardware compatibility is a leading cause of large-scale production failures4.
Document everything. If a problem appears at 50 units, you’ve caught it before committing to a pallet.
Stage 3: 2,000+ wholesale — scaled procurement with customization. Only commit to volume after validating at 50 units. At this tier, discuss custom packaging, branded Mylar bags, dedicated production scheduling, and volume pricing tiers. By this point you should have enough performance data to negotiate from a position of confidence, not hope.
Certification Documentation: What to Request
Hardware suppliers should provide documentation proactively. If they hesitate or deflect, treat it as a red flag.
Minimum documentation for any production order:
- FCC certification (Federal Communications Commission) — confirms the battery and heating element meet electromagnetic compatibility standards
- RoHS compliance (Restriction of Hazardous Substances) — confirms the device contains no lead, mercury, cadmium, or other restricted materials above threshold limits
- UN38.3 test summary — confirms the lithium-ion battery passed transport safety testing (required for any device containing a rechargeable battery)
Additional documentation worth requesting:
- Material composition statements for the chamber, mouthpiece, and any elastomer seals
- Batch-level coil resistance testing data
- Factory audit or quality management system certification (ISO 9001 or equivalent)
A supplier who can’t provide these documents isn’t necessarily fraudulent — but they’re almost certainly a trading company, not a manufacturer. They’re reselling hardware they didn’t make, which means they can’t answer technical questions about what’s inside it.
Supplier Evaluation Scorecard
Beyond unit price, evaluate suppliers across these dimensions:
- Inventory location — US stock vs overseas directly impacts lead time and reorder agility
- Technical depth — Can they answer questions about coil resistance, chamber material grade, fill port compatibility?
- Documentation readiness — FCC, RoHS, UN38.3 available on request without delay
- Sample policy — Do they offer small-pack samples (5 units) before requiring bulk commitment?
- MOQ flexibility — What’s the per-unit price at 5, 50, 500, and 2,000+ units?
- Communication — Can you reach a real person by phone? During US business hours?
Price-per-unit is one row on this scorecard. If it’s the only row you’re evaluating, you’re optimizing for the wrong thing — because the cheapest hardware that ruins your oil is the most expensive decision you’ll make all quarter.
The Bottom Line
Hardware procurement rewards operators who treat it as a strategic function, not a purchasing formality. Test your formulation on the actual hardware before committing. Compare suppliers across the full scorecard, not just the unit price column. Build a relationship with a manufacturer who holds US inventory, provides documentation without being asked, and can answer a technical question without routing you through three time zones.
Your oil is the product. Your hardware should be invisible. The way to make it invisible is to test thoroughly, compare transparently, and never order bulk on a handshake.
—
References
1. The Blinc Group (2024). “Materials Science for Vape Hardware: Glass, Plastic, and Ceramic.” Technical analysis of borosilicate glass chemical inertness, polycarbonate leaching risks, and ceramic substrate properties.
2. ASM Vape (2024). “Ceramic Coil Technology: Performance Data for Oil Vaporization.” Pore structure specifications (15–20 microns), optimal temperature range (350–450°F), and waste reduction data (30–50%) from customer transition tracking.
3. Budtank Wholesale (2024). “Empty Disposable Vape Pen Buyer’s Guide.” Sample testing methodology, MOQ benchmarks, and procurement framework for small-batch operators.
4. Transpring (2024). “Scaling from Sample to Production: Common Failure Modes in Vape Hardware Filling.” Analysis of hand-fill vs machine-fill failure rates and oil type compatibility testing.
5. Helio Supply (2024). “Terpene Stability and Material Compatibility in Cannabis Vape Hardware.” Terpene absorption rates across chamber materials and shelf-life implications for live resin and rosin formulations.
6. U.S. Consumer Product Safety Commission. “Lithium-Ion Battery Transportation Safety (UN38.3).” Battery testing requirements for consumer electronic devices containing rechargeable cells.
—
Learn more about empty hardware procurement at [GreenDeagle’s sourcing guide](https://greendeagle.com/pages/empty-disposable-vape-pen). The Briar Glass AIO is available for sample orders at [greendeagle.com/products/briar](https://greendeagle.com/products/briar).